1.问题说明:
中石油大港石化加氢裂化装置高压角阀FV-11201为某品牌原装进口产品,该阀门现场使用问题总是发生阀门小开度跳动,0~10%不能投运,0~25%开度不能投自动,阀芯跳动,阀体振动。
2.原因分析:
该阀门参数:类型为510A,口径为4 ” X2-1/2”,压力等级为2500#,工艺介质为蜡油,温度为180 ℃ 左右,流向为底进侧出。根据设计提供的规格书,FV-11201为泵出口的回流阀,而设计提供的工艺参数为开车工况最大回流量(即最大流量),实际正常运行后阀门处于小回流量控制(即正常流量),正常流量比开车时的最大流量小很多,这样阀门在正常运行时总是工作在小开度运行,510A阀门为多段式阀芯结构,一般行程较短(16mm),如果相对开度较小的话(10%),绝对开度只有16x10%=1.6mm,开度非常小,因此不适于小开度的运行控制,最好开度在50%以上。在流开场合(底进侧出),流体的作用力的趋势是把阀芯向上顶开,但由于阀门流量过大,自动调节给的控制信号始终要求小开度,执行机构作用力是将阀芯压向阀座,而阀芯非常难以稳定在一个小开度位置,这样阀芯就有开→关→开→关循环跳动的趋势,从而造成阀芯跳动,再引体阀体振动。
2.对策:
FV-11201是泵出口回流阀,有两个工况,开车时阀门工况处于最大回流量,因此阀门的流通能力不能选得太小,必须满足最大流量要求;另一个是正常运行工况,回流量很小,相当于开车工况的15%左右。这就要求阀门有较大的可调比范围和较长的行程,而510A这种结构行程都很短,在开度理想情况下无法同时满足开车工况和正常运行工况。要使FV-11201正常自动投运,唯一的方法就是提高正常运行时阀门的相对开度以及阀门的额定行程,从而提升阀门在正常运行时的绝对开度。
3.改造方案:
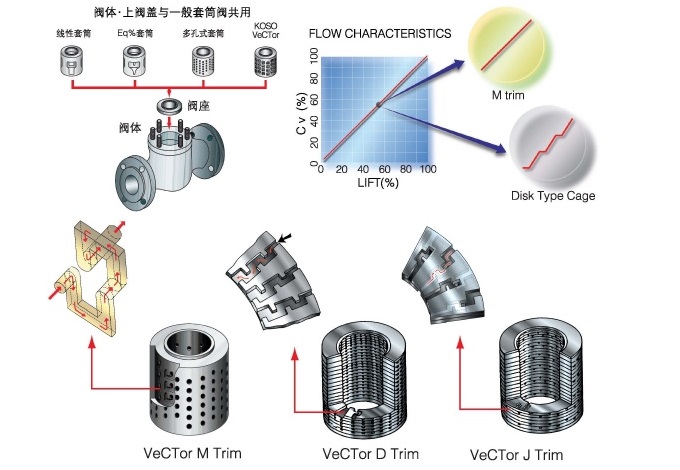
方案1:建议改为迷宫式阀内件,阀门行程可以加大到60~90mm,4”x2” 20级降压,这样保证正常运行工况的开度在30%左右,绝对开度≥20mm。但迷宫阀要求流体比较干净,如果不能确保,可以将迷宫阀小开度设计为标准流道,大开度设计为大流道,确保大开度下较脏流体全部通过。但是由于用户工况介质无法确保清洁无杂质,再加上该阀门为故障开FO,同时任何情况下都要保证全流通,而迷宫式如果工艺介质不干净就容易造成堵塞,理论可行,但实际有一定的风险,因此用户就该方案最终否决;
方案2:就原有阀内件结构不变,缩小阀芯阀座,从而提成正常流程时的开度。经过与大港石化仪表及工艺车间确认FV11201正常流量、最大流量,阀门前后压差等工艺参数后,计算了开车工况和正常运行工况的Cv值、阀内件出口流速和动能,根据Cv值计算书,从中可以看出,阀芯尺寸只要在1.5”以上,即能满足正常运行时流量的阀内件出口流速和动能要求,因此本次改造最终采用将阀芯从2.5”缩小至1.5”,增加了阀门正常流量时的开度,从而提高控制精度,消除阀门跳动问题。基于阀芯尺寸1.5”能够设计的4段16级降压的Cv值为12~15,我们最终选择Cv=15,这样既覆盖了开车工况的计算Cv值,又可以使正常运行时的开度提升到25~30%左右。该方案最终得到用户的认可,工期1.5个月。
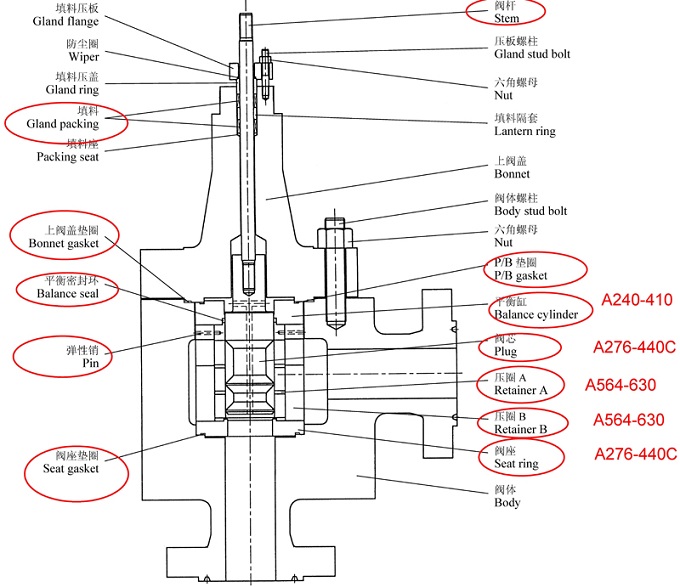
FV-11201改造要更换的零部件见上图红色圆圈内,填料、平衡密封环和垫圈是作为易损件更换的,阀座、阀芯&阀杆、压圈A/B、平衡缸都是因为阀芯缩小后需要更换的零部件,更换的零部件采用和原阀相同的材质和热处理,其中阀芯、阀座材质A276-440C采用进口日本大同的钢材,平衡密封环采用Saint-Gobain的,填料为日本Pillar,同原阀的分供方一致。由于阀门额定行程从16mm改大到18~20mm,原阀的执行机构限位件需要改造,行程牌需要更换。
4.安装方法及条件
参照前期现场使用情况,安装方式相同。
5. 涂漆
设备的涂料防腐和表面色按照制造厂标准执行。所有非不锈钢部件涂防腐涂料,涂料底漆为阿克苏-诺贝尔的环氧树脂漆,面漆为聚氨漆。
6.维修清单
本次技术协议为1台气动活塞式高压多段式角阀,具体技术参数参见附件1的《控制阀规格书》确定的阀门、执行机构及附件。
|
位号
|
产品名称
|
型号规格
|
数量
|
|
FV-11201
|
气动活塞式
高压多段式角阀
|
510A-6330LA-WH
ANSI 2500# 4”x1.5”
|
1
|
7. 技术偏差表
无,参照附件计算规格书。
8. 备品备件
平衡密封环、平衡缸、阀杆、填料、垫圈及压圈、阀芯、阀杆、阀座、弹性销等。
9.检验与试验
9.1 原材料检验:铸造阀体必须进行RT探伤,并提供RT探伤报告,锻造上阀盖必须进行UT探伤,并提供UT探伤报告。提供阀体、上阀盖的样棒必须进行材料成分及机械强度试验并提供报告。
9.2 零件检验:阀体焊端必须进行PT探伤,全部堆焊的阀芯、阀座必须进行PT探伤,上阀盖双头螺柱和六角螺母必须进行MT探伤。
9.3 对成品整阀出厂前还应进行以下项次的检验和试验:技术规格的检查、外观检查、尺寸检查、阀体耐压测试、阀体气密检查、执行机构气密检查、阀座泄漏量检查,并对气动调节阀、定位器、电磁阀、执行机构及其它附件进行整体性能测试;
严格按照ASME、API标准进行强压、气密试验,按照ANSI/FCI进行阀座泄漏试验,按照工厂标准进行气动执行机构的气密试验,进行整机的动作试验。
对于检修、改造的FV-11201按照新阀出厂检验规范进行上述各项检查,达到新阀出厂的各项性能指标。
9.4 检验报告:气动调节阀的检验和测试按照API598进行。气动调节阀及其附件必须进行检验、耐压试验(单向或双向)及整体性能检验等,并按照制造厂标准在供货时向甲方提供相关的检验、测试报告。
10.总结
这样的改造1.5个月时间非常紧张,设计要1周,备料2周,加工2周,一般需要5周以上的时间。在无锡检修车间的全力配合下,我们最终按期完成了FV112O1高压角阀改造工作,得到了用户的一致好评。
11.附件:图一.阀门结构
图二.迷宫式阀内件结构图
图三.改造后的新旧阀芯对比(新阀芯未经过热处理)